
皆さん、3Dプリントうまくできてますか?
Adventurer 3を買ってからデータを作っては印刷する日々を送っているのですが、とにかく失敗が多いです。失敗のモードは下記が多いです。
- ベースとの密着不足による印刷物剥がれ
- 材料送りが適切に行われず形状が出来上がらない
失敗モードはシンプルですが、その先にある真因は色んな要因があります。後日失敗させたときの根本原因解析の参考にするべく、原因と対策を記載しておきます。ここで書かれている内容は、熱溶解積層方式(FDM)の3Dプリンターを想定したものです。参考にされる方は、その点をご注意願います。
ベースとの密着不足による印刷物剥がれ
この不良モードの要因としては、下記が考えられます。
- ベースの表面状態が悪い
- ベースの平面度が出ていない
- ノズルの高さが不適切
- 形状の接地面積が少ない
- 材料の反り
では、これらの対策として何ができるでしょうか。
ベースを清掃する or 密着しやすい物を貼る
印刷前にアルコールで拭くことで改善することもあります。
前の印刷物のカスを取り除くのは当然ですが、指の脂とかほこりなども密着不良の要因になると考えられます。なので、使用前にきちんと清掃しておいて、損はないでしょう。
人によっては、ベースにマスキングやカプトンテープを貼っている方もいます。どちらかと言うと密着を高めるよりも印刷物の剥離性をあげる効果がありそうですが、Build Tapeで探せばデフォルトよりも密着が良い物があるかもしれません。 試してはないですが、微粘着シートなら接着を強化する補助になりそうですね。溶けた樹脂が乗るので、耐熱性(200℃以上)が必要になるのが難点ですが。
ベースの平面度を調整しよう
ベースの平面度が出ていなければ、印刷物は部分的に密着が弱かったり層が薄くなったりします。なので、ベースの平面度を小さく収めることは重要です。
Adventurer 3だと公式から水平出しの部品のデータが提供されており、コレを各自Adventurer 3で印刷することを推奨しています。
flashforge.co.jp
ちなみに自分はコレを使っていません。調整用部品に3Dプリンタの対して高くない精度が乗っかりますし、樹脂だと後の変形も懸念されるため、まともに調整できるものではないと考えているからです。
本気で調整用部品を作るなら、金属の削り出し。これに限ります。ただし高いので、個人には現実的な選択肢では有りません。
しょうがないので、カメラ用の水準器を確認しながら、テープをベース裏に貼り貼りして水平を確認しています。
水平調整用のネジがついている3Dプリンターが、ちょいと羨ましいですね。
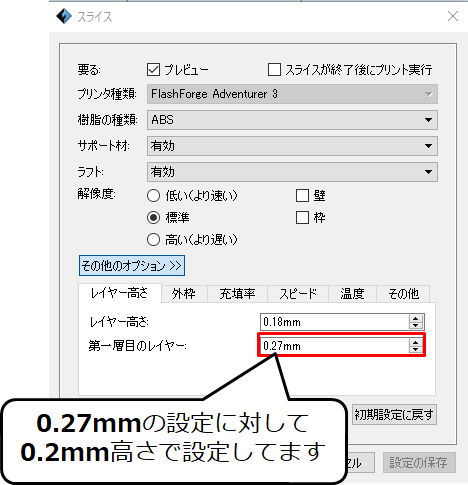
シックネスゲージでノズルの高さを調整しよう
ノズルが高いと密着が弱くなり、ノズルが低いとレイヤーが薄くなり波打ちます。適切な高さが重要です。
自分は設定上の第一層目レイヤーが0.27mmに対し、ノズルの調整Z位置を0.2mm程度に設定しています。この設定が、今の所打率がいいです。
高さ調整はシックネスゲージを使います。名刺でやられている方もいるかと思いますが、変形しない分シックネスゲージの方が正確に調整できます。シックネスゲージを使うときは、素手だと脂で厚みが変わったりサビの原因になるので、手袋してつかうようにしましょう。
 シックネスゲージ E 100mm 25枚組 73796")
シンワ測定(Shinwa Sokutei) シックネスゲージ E 100mm 25枚組 73796
- 発売日: 2012/05/21
- メディア: Tools & Hardware
ラフトをつけよう
2000系造ったときは、幅の設置寸法が高さ未満で、大変密着が悪かったです。理由がないなら接地面が大きく取れる形状で描くのがよく、それが無理ならラフとを付けて印刷すると良いです。

Adventurer 3のデフォルトラフトはしっかりした幅と厚みで作られるので、強力に密着してくれます。印刷時間と材料消費が伸びますが、失敗一回するとそれ以上の損失なので、密着に不安があるならラフトは付けておいて損はないです。
材料送りが適切に行われず形状が出来上がらない

Adventurer 3では材料送りに不良が出ると、送り用のギアがずっこけて「ゴッ、ゴッ」という音が出ます。 大体、下記の要因でこの現象が起こります。
- フィラメントが吸湿による膨張で詰まる
- ノズル詰まり
- フィラメント引っかかり
では、これらの対策として何ができるでしょうか。
防湿ボックスでフィラメントを保存しよう
樹脂は吸湿することで寸法と、機械的な性質が変わります。湿気を吸わないよう、防湿ボックスでフィラメントは保存しましょう。

HAKUBA ドライボックスNEO 5.5L スモーク KMC-39
- メディア: Camera
防湿庫だと高いですが、吸湿剤を入れるタイプの防湿ボックスなら安く上がります。もちろん、カメラやレンズの保管もできます。大きいものを買っておくと沢山レンズを生やせるのでおすすめです。
ノズルを清掃しよう
固まった樹脂がノズルについていると、材料のスムーズな押し出しを妨げます。真鍮のブラシでゴシゴシやるときれいになるので、印刷前は清掃しておきましょう。
 ワイヤーブラシ3本組 真鍮・ステンレス・ナイロン SWB-3")
角利 サンドリー(SUNDRY) ワイヤーブラシ3本組 真鍮・ステンレス・ナイロン SWB-3
- メディア: Tools & Hardware
引っかかったら、すぐもつれを解除しよう
くるくる回ってるフィラメントのロールが、印刷中にもつれて引っかかり送れなくなることはママあります。今はコレに対する具体的な対策が思いついていないです。
できることと言えば、異音に気がついたらフィラメントをいじいじして、もつれを解いてやることくらいです。
人によっては摩擦をへらすために油壺というものを作り、フィラメントに油を塗布しているようです。
自分はあまり推奨する気にはなれません。メーカーが想定していない箇所に油が付着するのは、明確にリスクです。リカバリーも難しく、プリンタ自体がダメになる・事故になる可能性があるからです。
おしらせ
— FLASHFORGE JAPAN (@flashforge_jp) June 19, 2019
FLASHFORGE JAPANは3Dプリンターに油壺を搭載する事を推奨しません。
油壺が原因で故障したadventurer3が、かなり増えています。
ノズルユニット内外で油が溢れる、焦げ付く。油でノズル内温度が上がり続けフィラメントが炭化するなど他にも様々な故障やエラーの原因になっています。
続く pic.twitter.com/jxCJyq6SpM
フィラメントの送り摩擦が大きくなる要因として、前述のフィラメント吸湿があります。フィラメントを適切に扱うことで、送りの事故はある程度コントロールできると思います。
まとめ
3Dプリンター、自分も買えるくらい安くなり、随分身近なものになりました。
ただ、お仕事で使っている数百万クラスのプリンターと比べると、成功率の点で大きな違いがありますね。Adventurer 3は優れたプリンターだと感じてますが、それでもきちんと印刷するためには試行錯誤が必要です。
3Dプリンターも高機能化、例えば2色成形だったり精密に印刷できるものが出ています。そちら方向の進化は目に見えて面白いですが、自分としては印刷の安定性の改善がもっと進んでくれると嬉しいですね。
よりストレスレスなプリンターで、楽しいメイカーライフを。プリントのハードルが下がれば、個々人がメイクする活動も加速していくかもしれませんね。
こんな記事も書いています。